

Дополнительное оборудование для сварки ПНД-труб
Для создания сварного соединения высокого качества необходимо использовать специальный инструмент или дополнительное оборудование.
Для надежного скрепления концы полиэтиленовых труб должны быть чистыми, сухими и иметь ровный перпендикулярный срез. Резка осуществляется с помощью труборезов, ножниц (d20–160 мм), электродисковой пилы (d160–355 мм), гильотины (d225–315 мм), а также цепной электродисковой пилы (d — от 400 мм).
К подготовке нужно подходить ответственно. Сварка труб с чрезмерным скосом может стать причиной смещения и замыкания витков спирали, а также привести к скоплению частей расплавленного поливинилхлорида между торцами труб. При такой ситуации большая вероятность, что не будет сформировано необходимое сварочное давление — это негативно скажется на качестве сварочного шва.


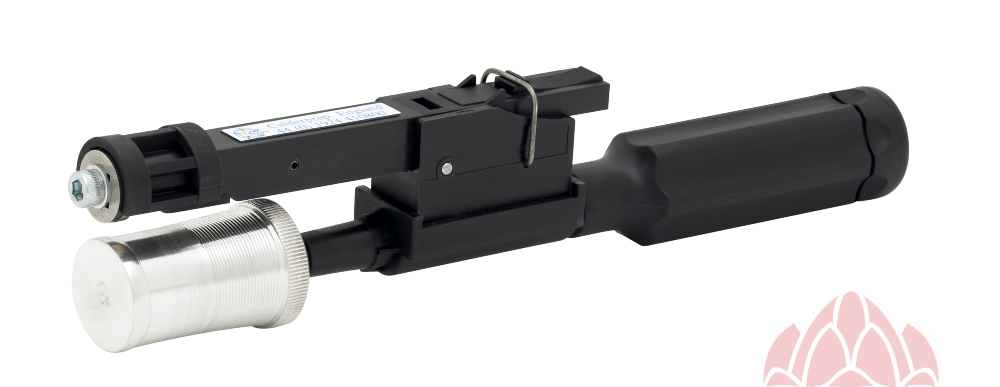
Следующий этап — механическая обработка отрезков труб. Цель зачистки — удаление внешнего слоя, на котором есть оксидная пленка и загрязнения. Работа проводится с использованием специального устройства. Если оксидный слой не удалить, это скажется на качестве сварного соединения и приведет к непровару.
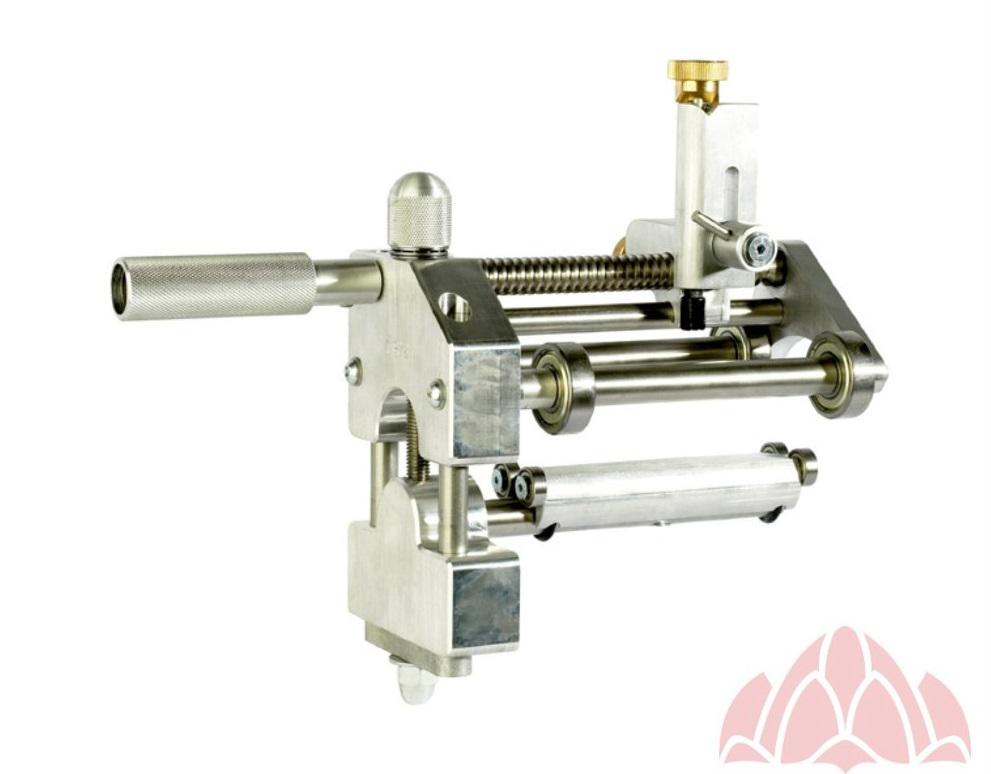
Чтобы не допустить случайного проскальзывания, трубы в процессе сварки фиксируют в зажимах позиционера. Он пресекает провисание заготовок, обеспечивает необходимую соосность свариваемых элементов и электрофитинг для избегания непровара. Позиционер также защищает от воздействия изгибающих сил на концы труб, которые входят в зону сварки электрофитинга. Подобные устройства бывают двух типов: ремешковые и с опцией удаления овальности трубы.

Фиксация труб в позиционере — обязательное условие сварочного процесса.
Проблемы, которые появляются в процессе сварки ПНД-труб, и пути их решения
При использовании овальной трубы в процессе сварки между ней и фитингом формируется зазор, который может негативно повлиять на качество соединения. Для устранения этого недостатка используются скругляющие накладки двух типов:
- механические с ручным зажимом (d63–400 мм);
- с гидроприводом (d400–1200 мм).
Овальность возникает при длительном хранении труб или при транспортировке в бухтах.
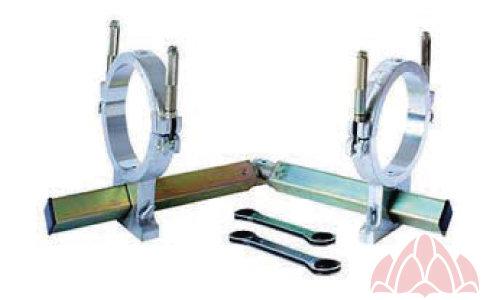
Для поддержки заготовок в горизонтальной плоскости, а также для центровки с фитингом в процессе сварки используются роликовые опоры.
Обязательная процедура при подготовке труб к электромуфтовой сварке — обезжиривание внешних поверхностей. Для протирки используются неворсистые куски тканей, обработанные техническим спиртом. Также можно задействовать спиртосодержащие салфетки для обезжиривания.
Любое сварочное соединение на полиэтиленовых трубопроводах маркируется с помощью карандаша-маркера яркого цвета.
Соблюдение перечисленных правил при подготовке сварки труб гарантирует, что созданная магистраль прослужит долго. Минимизируется риск серьезных аварий, которые дискредитируют применение полимерных материалов.